��Ʒչʾ
| PRODUCT��ϵ����
| CONTACT��˾�ܲ���֣���д�ѧ��·���̸�6��¥10��/11��
�������أ�����ʡ���������������ù�ҵ��
�� ���� 0371-56777921
����ֱ����139-3717-0928
���䣺3491492646@qq.com
��Ǧ�ð�˹����¯���ͻ���Ͻ���
����ʱ�䣺2022/7/11 16:05:25 ����ʣ� ��Դ:����ש���� ���ߣ���ʢ�Ͳ���˹���ط������������㷺Ӧ���ڸ��ֽ�����ȡ�����У���������ͭ�������ͭﳡ�ֱ��������Ǧ��������Ǧ��������������������Ҳ���Դ���ұ�����ĸ������ϼ������ϵȡ���˹���ط������۳��ڵ����塪¯�ϡ�����֮�����ǿ�ҵĽ������ϣ����ǿ���������ݡ��������ݺͻ�ѧ��Ӧ���ʣ��Ա���ȼ�����������������������ϸߵľ���Ч�档��˹���ط�����ǹ��ֱ��û���������ڣ���ǹ�ṹ��Ϊ���⣬¯�ӳߴ�ȽϽ��գ������豸��
��˹���ؼ�������ԭ�������������Ͱ����������Ļ����ϣ������˴�����Ӧ���Լ����������ر�����������ǹ�����Ͳ��ʹ¯���������ȼ�շ����ֱ�Ӵ�ͬһ֧��ǹ����¯�ڣ�ʹ�۳��Ϸ��Ľ���������δ��ȫȼ�յ�̼�ʿ������Գ��ȼ�գ����ɼ��ҽ��������彫�����գ��ϴ���ȵ����¯�ڷ�Ӧ����Ч�ʣ�ͬʱҲ�������������ʡ�
��˹����¯�ṹ����¯�ǡ�¯�ġ�¯�ס�¯ǽ��¯������ǹ����ǹ�гּܼ�����װ�á�����װ�á������̵��Լ���Ʒ�ų��ڵ���ɡ������̵����һ�DZ�֤����ͨ�������Ǿ�����ֹ�����������ȷ��������������������̵��Ľṹ��ʽ����бʽ�ʹ�ֱʽ���̵��ڳ��ͻ���ϣ�Ŀ����ʹ�����̵��������������ص�¯�ڡ���бʽ�̵������أ����Ҳ�����������ֱʽ�̵������ȹ�¯�������һ���֣�������ʽ���̵��ڱ��¶ȵ͡��̳����ᣬ����������䣬��������
��˹����¯�����ٶȿ죬�����ʸߣ�����Ͷ���٣��������õͣ�ԭ����Ӧ��ǿ���������豸���������㣬������㣬�Զ����̶ȸߣ�ȼ����Ӧ��Χ�㣬�����õ��Ͷ���������������¯�����϶̣���ǹ����Ҫ�ò��ͻ���Ȼ�����۸�Ϲ�
1����˹������Ǧ������������
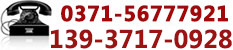
1�����䲼��
ͼƬͼ1ע����Ǧ�������䲼��
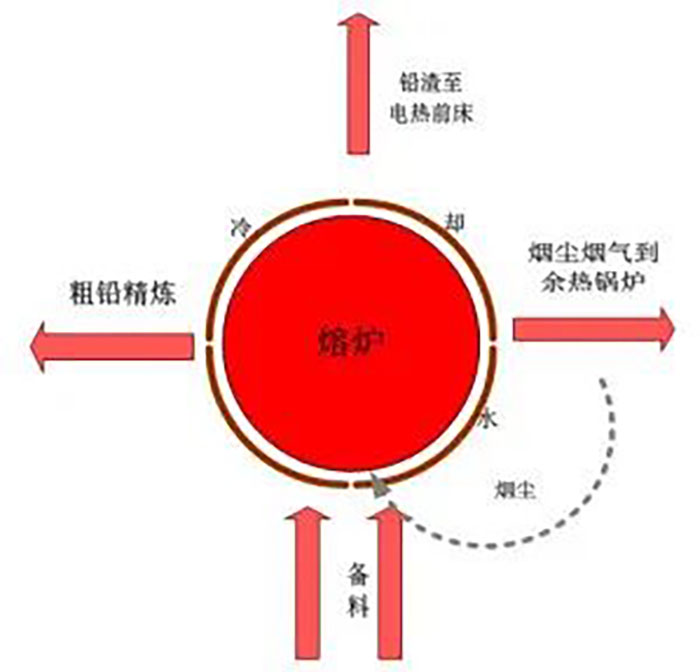
2�� ��Ǧ������������
��Ǧ��������������ͼ2��ʾ����ͼ2��֪���ڵ�һ�Σ���������Ǧ����Ǧ�����Լ�����Ǧ������϶��������Լ�ʯ��ʯһ�����ӵ�¯�ڡ�ȼ��ú����ǹ��������ǹ�����Լ�������ͨ����ǹ���й��������нε��̳����������μ��롣
ͼƬͼ2ע����Ǧ������������
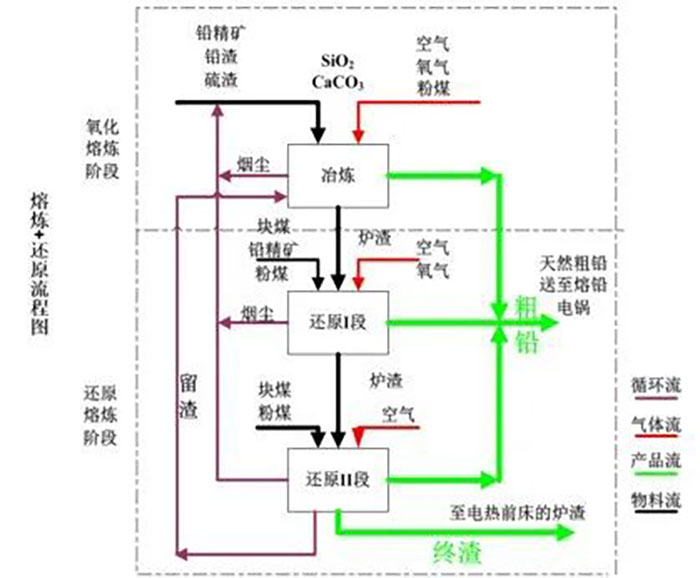
Ǧ�����Լ���Ǧ40wt.%�IJ���������һ�β������������������ų�����������һ�η�Ӧ����¯�ڲ��������ﵽ����ʱ�����ϻ���ͣ���۳ػή�ͣ����ͨ������Ǧ�������ú����ԭ1�������ֻ�����ӿ�ú����ԭ2�����ڴ�������ԭ�Σ������е�����Ǧ���������γ�Ǧ�����������е�Ǧ�����ڹ��̽�������40wt.%����5wt.%��������ԭ����������ʱ����ͼ3��ʾ��
ͼƬͼ3ע��������ԭ����������ʱ��
2����˹����¯�ṹ�ſ�
��˹����¯�ṹ��ͼ4��ʾ����Ϊ�����֣��ױڣ�����¯�����ŷſڣ����ϱں��塣¯���ɸְ����ɲ�������Ƴߴ纸�ӡ�����������ǹ�ڡ����Ͽڡ���������ڡ�ȡ���ں����ȹ�¯�ڣ���ͼ5��ʾ��
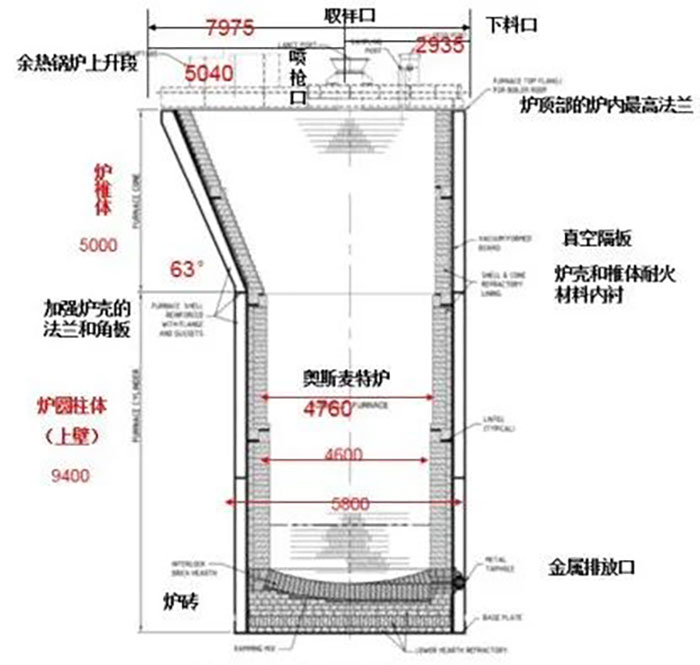
ͼƬͼ4ע����˹����¯�ṹʾ��ͼ
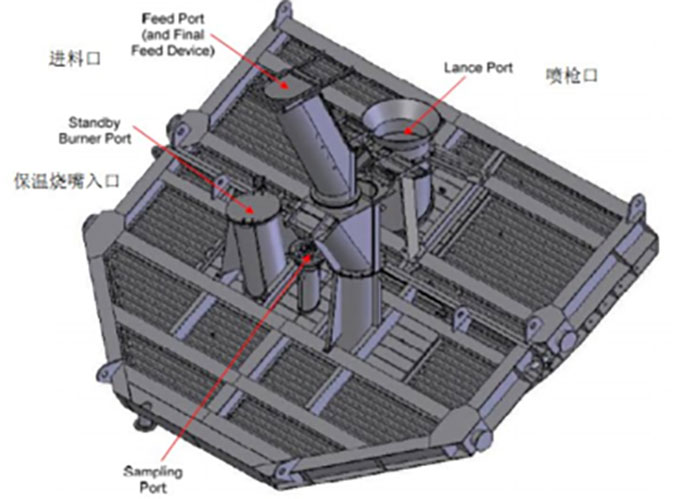
ͼƬͼ5ע����˹����¯¯��ʾ��ͼ
���е������涼�����ͻ�ש��¯���ײ���Ҫ�ɸ�ճ�����ͻ�ש�͵���������ɡ����˳�������Χ����¯�Ǻ���������ⲿ����Ϊ�ɴ�ֱ�ܺ����ڱ����ˮ��ʽ��¯���²���һ�������ں�һ����Ǧ�ڣ���˫���ܣ��Ǵ�ֱ�ܣ�Χ�ơ�¯���ɸṹ֧�š�
1�� �ŷſ�
��¯�������̲�Ʒ��ͨ���ŷſ��ų����ŷſڿ�ͨ�������ܻ����Ҫ�ر������ڿ�ʹ�á��������˹��رջ�ͨ������ǹ����ճ���ر��ŷſڣ����������ŷſڣ������ŷſڡ�
��¯ʹ�õ��ŷſں����㣨�ⲿ���ڲ���ˮ��ͭ���塣�ŷſ������ų���¯�ڵ��ۻ���ŷſڵ�����ȴϵͳ����¯�ŷ�ʱ���ŷſڵ��������ȴ����ͼ6��ʾ��
�����ŷſڲ����ﱻ��ʴ�ij̶ȣ�����ˮ�併���ڲ��ŷſڵ����ķ�����ϵ�ĥ�𣬲�����ֹͣ�ŷź���ȴ�ۻ���Ӷ������ŷſڹرա�
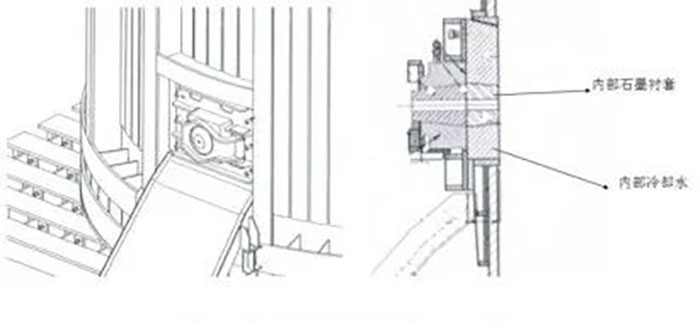
ͼƬͼ6ע����˹����¯�ŷſ�ʾ��ͼ
�����ŷſڵ����������ܵ���ѭ���dz���ͬʱ����ʴ���أ��������ǰ�˹����¯ĥ�����IJ���֮һ�����ŷſڵ�����������ˮ���ܽ�����ĥ���ʣ�����ܽ��������ǵ�Ƶ�ʡ���¯ʹ�õIJ������ɼӹ�����ʯī�Ƴɣ�������һ�������ɵ�Ш��ϵͳ�С�����¯�ر�ǰ���ڡ������ŷš�ʱ��ʹ�ý����ŷſ���Ϊ��ȫ�ŷſڽ���¯�ڵ��ۻ���ȫ���ų���
2������ǰ��
����ǰ�����������ɰ�¯�����ĺ�Ǧ5%���ҵ������������������������20��3.162m?�ĵ���ǰ��������ǰ��ʹǦ��һ�������������̻�¯����п�����̻���ҵ���������1.3m����������Ǧ��Ǧ�ŷſ�����Ǧ������Ǧ������ע��Ǧ�������ŷſڶ��ڽ��������̻�¯���̻�¯����ʱǰ������ͨ��ˮ��Ѵ棬Ȼ���̻�¯������ǰ��ͨ������ʯī�缫���������б��£���Դ���Թķ����10kV����ң���������ʱ���¶ȵĿ�����ͨ����������ǰ���ĵ缫��ǰ����ѹ�����п��ƣ���ֻ�缫ͨ��λ��9�ߵ���ֻ��������п��ơ�
3������װ�
��¯�ײ���֧���ڸ��ϵĸ��ʵװ���ɡ�����¯��ƺͰ�װʱ��Ϊ��¯������������������и�ԣ�����ײ�ͨ��¯���ϰ�װ��һ���ͻ���Ͻ��и��ȡ������ֹ�װ���������ȶ��������Ρ���������Ȼ���������������ĸ��ڵײ�������ͨ�������Ҫ�ر�ע����ǵײ����ɸ��ǣ��ܷ���գ���ͼ7��ʾ��
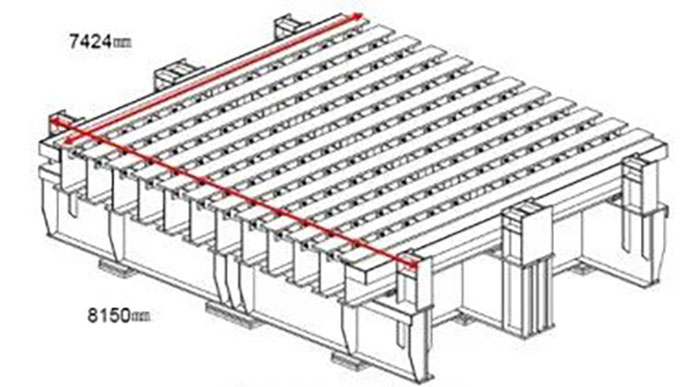
ͼƬͼ7ע������װ�ʾ��ͼ
4��ˮ�����
��¯�ڲ�ʹ���ͻ���ͬʱ�ⲿ���Ҳ��Ҫ������ȴ�� �Է�ֹ�������ȶ��������Ρ���һ��ǿ�ȵ���ȴ��������������ͻ���ﴫ����������̫��Ӱ�죬��ֻ����ȴ������ǡ����桱��һ����¯�������ͻ����ʧЧ������±����ⲿ������ǣ��Ӷ�Ϊ��ȫͣ¯Ӯ��ʱ�䡣ˮ�������Ʋ����˲���ˮ�价·��ƣ����������һ����·ʧЧ��ˮ��ϵͳ���ܼ������У��Ӷ����ڿɿ������°�ȫͣ¯��
5��Ausmelt ��ǹ
��˹������ǹ�ṹ��ͼ8��ʾ���ڲ�����ֻ�����ͬ������ɡ���ǹ�ڲ���ȼ�ϣ���ú���������磬��ǹ�磬��Ͳ�綼�����ӵ����ڸ��� �Ĺܵ��У���ǹ�����Ͽ��Է�Ϊ��������������ǹ��װ�����ϲ��ֺ���ǹ��װ�����²��֡���װ�����ϲ����ṩ�˹��չܵ������ӣ��ò��ֶ���ǹ�������̶�������Ҫ�����á�֧�Ű��²��Dz��뵽��¯��ͬ�Ĺܡ���ǹȫ��20.86m��¯�ڳ��ȵ���12.6m�����л��������̣���ǹ��������Ͳ���ֹ���������Ϸ�����ú���������������·���
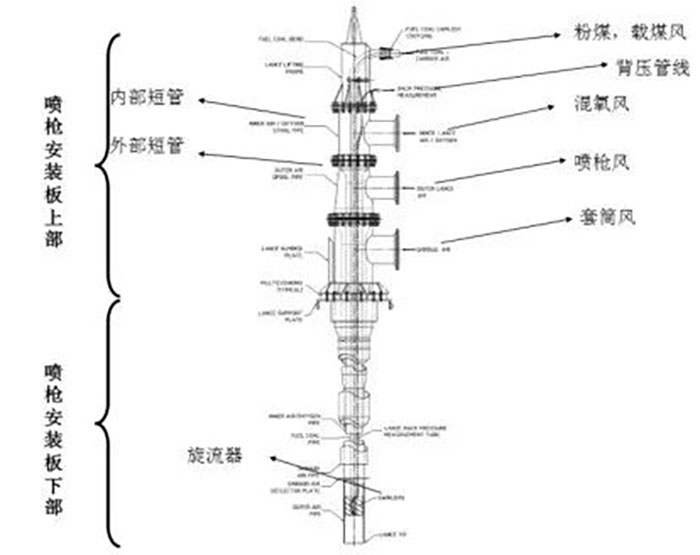
ͼƬͼ8ע����ǹʾ��ͼ
6����������
��������������У�һ����¯�ĵĺ濾��Ԥ�ȣ������䡢��¯�����ȣ����Dz����ǹ��ı��¡�¯��ѹ������ά����-250��50Pa����ѹ����������״���ֳ���խ�Ƿdz���Ҫ�ģ���Ϊ�������ֱ�ӳ��¯�ڣ���ᵼ��¯�ĵ����ذ�ʴ���ڵ���¯��ǰ�����滹���Եõ���ֵ�ȼ�գ���С�˷ѡ����콫ʹ���������Ϊ����Ҫȼ����Դ��ʹ�ÿ�����Ϊ��ȼ���¯�����¹����У���������Խϴ����ȼ����������ȼ��������ʹ¯�����£�ǿ�ȴ�С��������������ĩ�ڵ������������������ġ���ƶ������ȷ��Ӧ�ɽ�¯�±�����1200�棬��Ӧ������Ӧ���Բ���¯�ӵ���������ʧ������¯�ӵ���������ʧ�����������ŷŴ��ߵ�������
7����ǹλ��
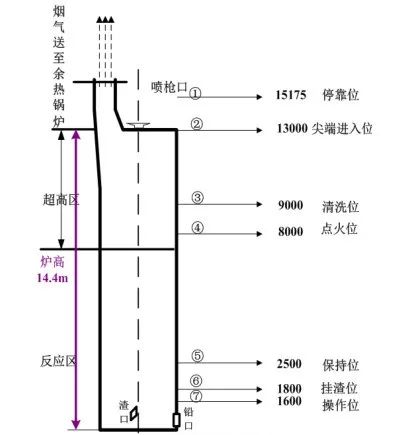
ͼƬͼ9ע����ǹλ��ʾ��ͼ
��ǹλ��ʾ��ͼ��ͼ 9 ��ʾ��
λ��1Ϊͣ��λ����ǹ��ȫ��¯�������أ���ǹ������������ֹͣ������ǹͷ�ڲ���顣
λ��2Ϊ��˽���λ����ǹͷ��λ����ǹ���С���ǹ��λ��2�½������У������ⲿ��������ǹ�磩�Ա�֤��ǹ�ʵ�����ȴ��
λ��3Ϊ��ϴλ����Ҫ�������Ƴ���Ӧ��ǹ�ܵ�������ʣ��ȼ�Ϻ�������
λ��4Ϊ���λ��ͨ����ǹȼ�ϣ�������ǹ�Ż���λ��4����ͷ����һ��ʹ�ñ�������״̬��
λ��5Ϊ����λ����ǹʹ¯��ά���ڱ��������µIJ����¶ȡ��������칤��ʱ������������ǹ����λ��5���¡�
λ��6Ϊ�罦λ���ǰ�¯�罦��Ϳ�����λ�ã���Ҫ��Ϊ��ʹ��ǹ�������Դﵽ������ȵ�Ŀ�ģ�������������ǹ��ʹ��������
λ��7Ϊ����λ��ָ��ǹ�ġ�����λ���������λ��6������ͷ����������λ�ã���һ�㲻ʹ��ǹ�����¯��150�L����
3����Ǧ��˹����¯ʹ�ù����д��ڵ�����
1����ǹʹ���������Ҳ��ϼ۸�dz�����
��˹����¯��Ǧ��һ�ָ���ǿ��ұ�����̣�Ǧ���и�ʴ�ԣ�ͬʱ������ú����������������ǹ������Ϊ��������⣬��ǹʹ�õIJ��ϼ۸�dz�����
2�������¶Ƚϸ�
��ʹ�������ݳ�¯��ʱ��Я�������̳�����β�����������˸��ɡ�
3��ұ���¶ȸ�
¯���ͻ�������Ŀ죬�ɱ��ϸߡ�
4����Ǧ��˹����¯�ķ�չ����
1����ǿ��ǹ��ȴ�ƶ�
ͨ����ǹ��ȴ�����ٹ������Ӷ��������㱣����ǹ���塣
2���Ż�¯�ڽṹ
��Ҫͨ�����赲ǽ�ȴ�ʩ���ı����������켣������������ù��Գ������Ŵ��������������ã��Լ����̳�����
3������������¯����
�����������������¯�ġ�
- ��һƪ����������ά��Ʒ
- ��һƪ���Ī��ʯש��Ʒ���ܽ���
�Ƽ�����
 ������ѯ(7*24)
������ѯ(7*24) �绰��ѯ
�绰��ѯ